Tank Systems
Within Europe the Pressure Equipment Directive governs the manufacture and supply of pressure containing systems and it is the responsibility of the manufacturer and plant operator to ensure that the Tank System is properly certified. Use of Non Certified Tank Systems is punishable by imprisonment.
Regarding the Buffer or Barrier Fluid itself, there are numerous possibilities; however consideration should be given to its properties and its compatibility with the sealed media. The information below provides a guide to the most common fluids being used;
- Water/Glycol mixtures to prevent freezing. A mixture of 60/40 is sufficient for most European countries.
- Light oils and high thermal capability oils.
- A constituent of the process media, or the process media itself.
As discussed the operation of a dual seal and support system can be broken down into two operating modes, Buffer and Barrier. Recommendations are;
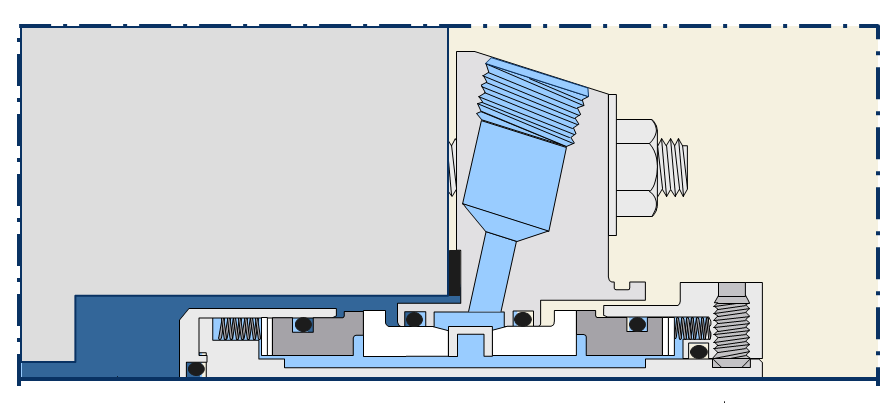
Use a Buffer fluid to;
 Create a lower pressure differential from the process to the atmosphere compared to a single seal, also reducing the operating stress of the inboard seal.
Create a lower pressure differential from the process to the atmosphere compared to a single seal, also reducing the operating stress of the inboard seal.
 |
| Figure4: Buffer hydraulic load distribution |
- To identify seal failure during operation.
- Prevent contamination of the process media in the event of seal failure
 Contain process leakage in the support system preventing leakage to the atmosphere/environment
Contain process leakage in the support system preventing leakage to the atmosphere/environment
Use a Barrier fluid to;

 Create a lower pressure differential across the inboard faces reducing the operational stress.
Create a lower pressure differential across the inboard faces reducing the operational stress.
 |
| Figure5: Barrier hydraulic load distribution |
- Prevent process media from crossing the seal faces. Important in Slurry applications.
- Prevent sticky or setting process media from generating high face torques during startup.
- Prevent vaporization of the process across the faces.
Operation considerations
The correct use of a Dual Seal with Buffer or Barrier fluid system can manage the hydraulic load of the inboard seal and increase seal life. It is important to set the pressures either 1 to 2 bar lower than the process pressure for Buffer systems and 1 to 2 bar higher for Barrier systems. The systems should not be operated with the same pressure differentials between Process>Seal>Atmosphere, as this would place both the inboard and outboard seal under the same hydraulic load. It is preferred to have the highest hydraulic load on the outboard seal as it is running on a clean fluid which you have the opportunity to select. Failure of the outboard seal should not lead to contamination of the atmosphere/environment and is detectable and manageable.
The use of level and pressure transmitters on support tanks cannot be over emphasized for both safety and containment. They provide useful operational data and an alert if there are changes to the seals operating condition.
When setting up and installing the support system it is important to fully vent the system before operating the pump. Air entrapment within the seal can cause;
- Dry running of the seal faces. Typically the outboard faces are most affected
- Non function of the Thermosyphon and/or pumping ring
- Reduced fluid volume to carry heat away from the seal faces
Properly operated dual seals and support systems not only provide safety and containment, but also put the seal operator in control of the seals operating mode and fluid film. This fact alone means that dual seals and support systems provide the biggest increase in Mean Time Between Repair for all applications.
Steven Bullen
Steven.Bullen@chesterton.com
Rotating Equipment Segment Manager, EMEA at A. W. Chesterton Company
Vice Chairman, Mechanical Seals European Sealing Association

 Ingo Stenner. - Ingo.stenner@chesterton.com
Ingo Stenner. - Ingo.stenner@chesterton.com