|
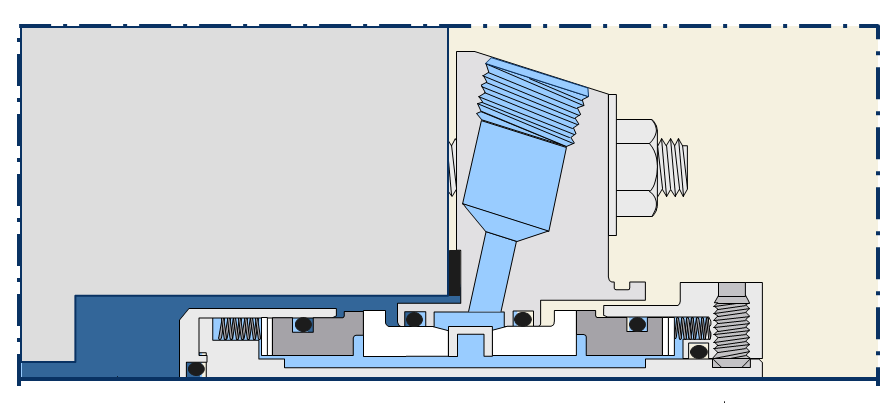
| Emergency Repaired Heat Exchanger Flange |
A flange gasket needs a certain stress over a certain gasket
width to be able to generate the pressure drop that is required in sealing a
flange. This gasket stress needs to stay between a certain minimum and a
certain maximum value. The gasket stress is generated by tightening the flange
bolts to about 30-70% of their yield strength. The failure that can occur and
make a flange leak have either to do with the fact that the sealing gap is not
maintained or the fact that the sealing force falls under a certain minimum.
 |
| Gasket Stress |
Bad flange surfaces, bad bolts or improper tightening of bolts are common causes of flange failure. If the flange condition is bad the flange should be replaced or repaired. Repair can be done by machining the flange or to coat the flange with a special coating. Large flanges can be machined in situ with special equipment.
Corroded bolts or plastically deformed bolts cannot perform
their function properly and will not provide sufficient sealing force on the
gasket. It is recommended to replace flange bolts at each gasket replacement.
Live Loading can help to increase the elasticity and compensate for the effects
created by thermal cycling, loss of gasket thickness and as well might
compensate some of the issues that are the result of yielded bolts and bad bolt
tightening.
 |
| Flange Live Loading Installation |
Correct flange tightening values are derived from theoretical calculations. In the petroleum industry the method described in Section VIII of the ASME Boiler and Pressure Vessel Code is commonly used. In Europe EN1591-1 is winning ground to become a reliable method to calculate the ideal bolt force on circular flanges.
When a torque wrench is used at installation, it is
important to use the lubricant with a K-factor or coefficient of friction that
was used in the calculation.
 |
| Stud Lubrication |
The correct stress should be established on the entire surface
of the gasket. Thus all bolts should be tightened simultaneously or
successively by using a tightening method that gradually build up the stress in
a cross pattern. This is done by applying sequentially 30% - 60% and 100% of
the final torque in a cross wise pattern, and finally 100% in a circular
manner.
Conclusion
So even if equipment is aging there is no need to be
non-compliant with current industry standards. For valves and flanges there are
techniques available to make them seal and perform well. This means that plants
can be upgraded to meet current emission legislation without major capital
investments but by extending the life of the equipment that is currently in
place.

hans.dekker@Chesterton.com
Senior Application Engineering at A.W. Chesterton Company and he is supporting the Stationary Equipment business segment in the EMEA region. Hans is a Chairman of the Packings Division for the European Sealing Association.










 Create a lower pressure differential from the process to the atmosphere compared to a single seal, also reducing the operating stress of the inboard seal.
Create a lower pressure differential from the process to the atmosphere compared to a single seal, also reducing the operating stress of the inboard seal.
 Contain process leakage in the support system preventing leakage to the atmosphere/environment
Contain process leakage in the support system preventing leakage to the atmosphere/environment
 Create a lower pressure differential across the inboard faces reducing the operational stress.
Create a lower pressure differential across the inboard faces reducing the operational stress.